

 Contact Us
Contact Us TOP
TOPNeed Support?
Please provide your question. We’ll find you with the best support options.
Table of Contents
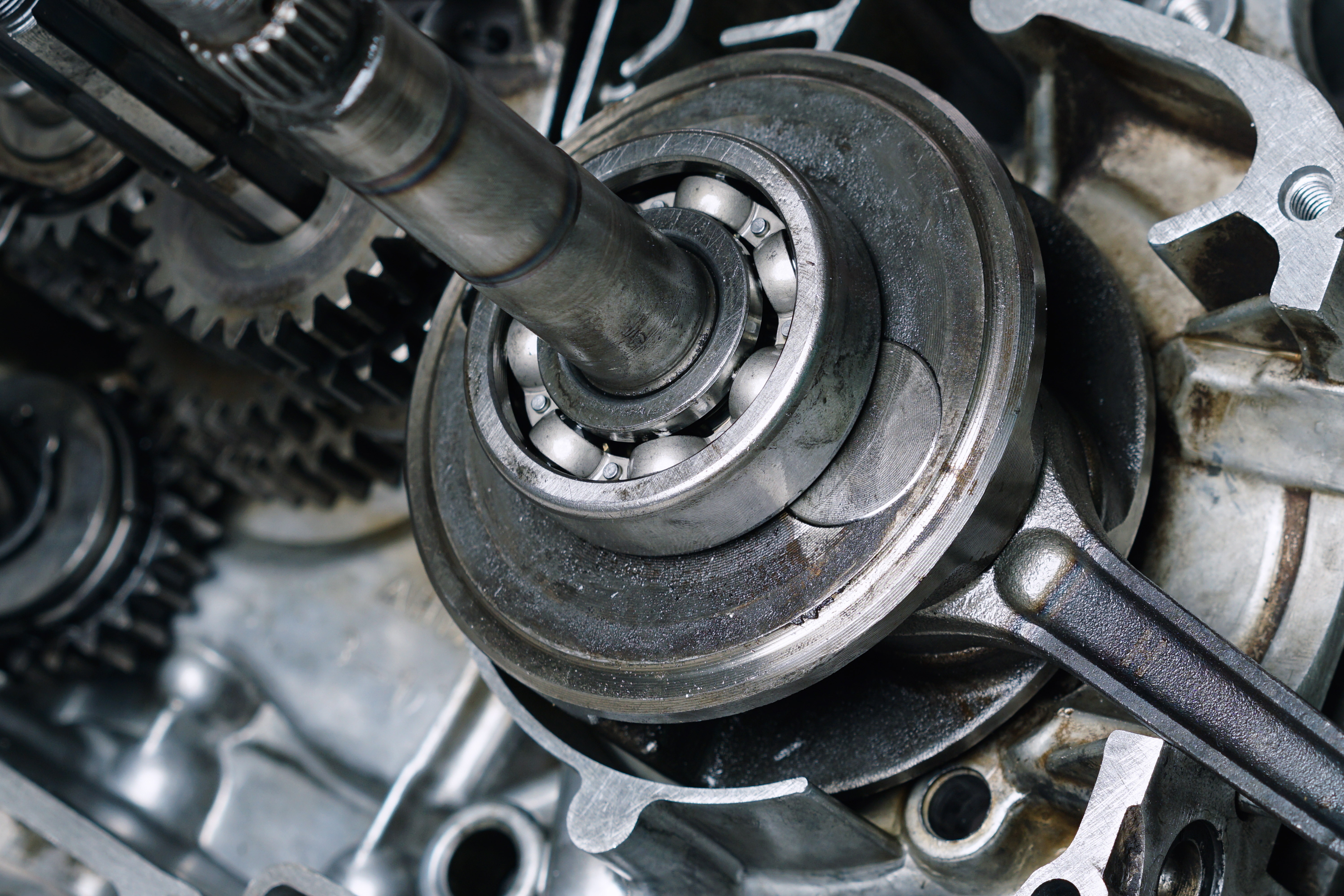
Bearing mounting methods depend on the bearing type and type of fit. As bearings are usually used on rotating shafts, the inner rings require a tight fit. Bearings with cylindrical bores are usually mounted by pressing them on the shafts (press fit) or heating them to expand their diameter (shrink fit).
Bearings are usually mounted in housings with a loose fit. However, in cases where the outer ring has an interference fit, a press may be used. Bearings can be interference-fitted by cooling them before mounting using dry ice. In this case, a rust preventive treatment must be applied to the bearing because moisture in the air condenses on its surface.
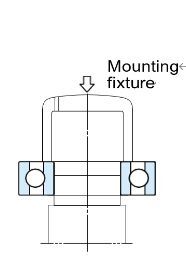
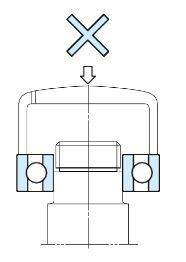
Fitting with a press is widely used for small bearings. A mounting tool is placed on the inner ring as shown in Fig. a and the bearing is slowly pressed on the shaft with a press until the side of the inner ring rests against the shoulder of the shaft. The mounting tool must not be placed on the outer ring for press mounting, since the bearing may be damaged.
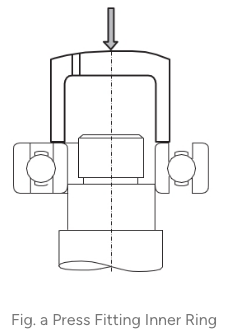

Before mounting, applying oil to the fitted shaft surface is recommended for smooth insertion. The mounting method using a hammer should only be used for small ball bearings with minimally tight fits and when a press is not available. In the case of tight interference fits or for medium and large bearings, this method should not be used.
![]() Select the Appropriate Bearing Grease Based on the Application Environment
Select the Appropriate Bearing Grease Based on the Application Environment
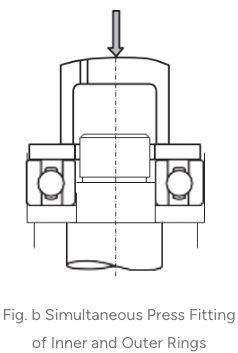
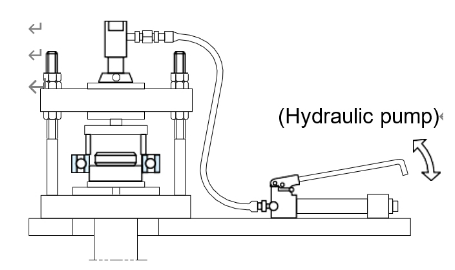
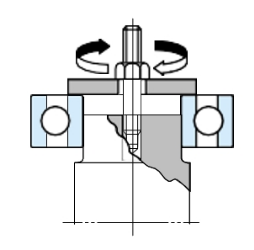
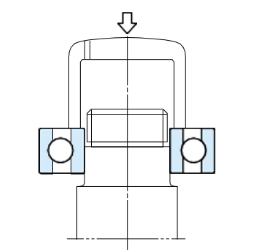
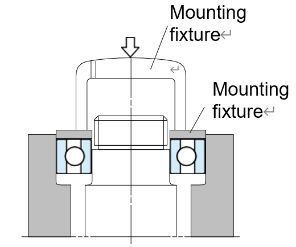
Any time a hammer is used, a mounting tool must be placed on the inner ring. When both the inner and outer rings of non-separable bearings, such as deep groove ball bearings, require tight-fit, a mounting tool is placed on both rings as shown in Fig. Both rings are fitted at the same time using a screw or hydraulic press. Since the outer ring of self-aligning ball bearings may deflect a mounting tool such as that shown in Fig. Should always be used for mounting them.
In the case of separable bearings, such as cylindrical roller bearings and tapered roller bearings, the inner and outer rings may be mounted separately. Assembly of the inner and outer rings, which were previously mounted separately, should be done carefully to align the inner and outer rings correctly. Careless or forced assembly may cause scratches on the rolling contact surfaces.

Since press fitting large bearings requires a large force, a shrink fit is widely used. The bearings are first heated in oil to expand them before mounting. This method prevents an excessive force from being imposed on the bearings and allows mounting them in a short time.
![]() If you need high-temperature bearings, please refer to.
If you need high-temperature bearings, please refer to.
Whatever method is used, force should be applied to the bearing evenly.
For that purpose, use a fixture and fit bearing gently.
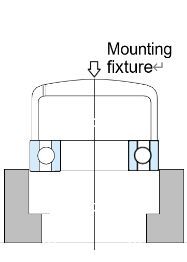
Do not apply a fixture to the outer ring for press-fitting of the inner ring, or vice versa.
When both inner and outer rings of non-separable bear-ings require interference, use two kinds of fixtures as shown on the right and press- fit the bearing gently because rolling elements are likely to be damaged.
Discover more about the features and applications of various bearings.
Click here to explore more articles and find the perfect bearing for your project.
Needle Bearings (Roller Bearings) are a type of bearing that performs exceptionally well at high speeds. Their rollers are precisely guided by specially shaped, high-rigidity cages with minimal dimensional error. Despite their small cross-section, needle bearings...

How Do Ball Bearings Work? Bearings are often small and unassuming components in a product, yet they are crucial for its proper functioning. Without bearings, many products would fail to operate effectively. But do you know how ball bearings...
Please provide your question. We’ll find you with the best support options.